Dies ist eine alte Version des Dokuments!
Inhaltsverzeichnis
Bedienung
Grundinformationen und Einweisung in die Bedienung siehe Werkzeugseite Lasercutter
Dateiformate
- Seitengröße 609*304mm
- Liniendicke Laserschneiden sehr dünn, Gravieren dick genug, siehe Einweisungstext
- Inkscape / Adobe Illustrator: Als PDF speichern und aus der VM heraus mit Adobe Reader 9 drucken.
- Corel: Aus der VM heraus mit Corel drucken
Material
- Vorrätig ist Acryl GS in verschiedenen Dicken, Plattenmaß 25x50cm oder 30x60cm.
- Viele Kunststoffe (und Lacke ?) bilden giftigen oder fuer das Geraet schaedlichen Rauch. Daher nur bekanntermassen harmlose Materialien verwenden. Unbekannte Materialien ohne Etikett oder Aufdruck auf der Schutzfolie werden nicht akzeptiert!
Erfahrungen mit Materialien
Es liegt eine Liste im Lab, auf der Einstellungen für den Laser für verschiedene Materialien angegeben sind. Die Liste stammt vom Hersteller und ist leider etwas unuebersichtlich, weil sie verschiedene Laser-Typen enthaelt - also passt auf dass ihr die Einstellungen wirklich fuer unseren Lasertyp sind. Bei von der Liste abweichenden Erfahrungen bitte hier vermerken, ebenso wenn Einstellungen getestet wurden.
Außerdem sind auf dem PC im Lab manche Voreinstellungen abgelegt, die in den Druckereinstellungen unter Erweitert geladen und auch gespeichert werden können.
Beim Gravieren immer die dpi dazuschreiben, sonst ist die Einstellung nutzlos! Je nach dpi kommt ein komplett anderes Ergebnis raus!
| Material | Staerke/Art/… | G/S | Anmerkungen |
|---|---|---|---|
| Acryl | 5mm | S | Vector: Power 100, Speed 12, 5000 Hz; gleichzeitig gravieren geht problemlos, in diesem Fall aber auf die Oberflaeche des Materials ausrichten, nicht auf die Mitte. |
| Acryl | 8mm | S | geht, verläuft aber etwas, Toleranz etwa 0.5mm, obere Folie abziehen, untere drauflassen, nicht auf Buchstaben in der unteren Folie lasern. Siehe auch unten, Acryl-HOWTO |
| Acryl | egal | G | sehr gut mit Speed 90, Power 30, 500dpi; obere Folie vorher abziehen, Schmauchspuren mit Spiritus wegwischen; Tipp: Bild spiegeln und die Rückseite gravieren, sieht richtig professionell aus |
| Glas | Trink- | G | 10% weniger Leistung nehmen, platzt sonst ab |
| Weizenglas | ca. 1-2mm | G | Speed 30%, Power 42%, mit nassem Papiertuch überdecken |
| Holzbrett, natur | G | 2x nacheinander mit Einstellung Speed 100, Power 30, 500dpi, gibt eine tiefe, aber nicht verbrannte Gravur | |
| Platinenmaterial | Epoxy | S | verbrennt, ekliger schwarzer Siff, nicht schneidbar |
| Platinenmaterial | Epoxy | G | 80% Speed, 35% Power, 1000dpi: super als Bestückungsdruck auf Stellen, an denen kein Kupfer ist |
| Sperrholz | 4mm, Pappel | S | geht, sifft aber ziemlich. wenig Leistung nehmen, Holzplatte beschweren, biegt sich sonst durch |
| glasierte Keramik | rote Glasur | G | Speed:80%, Power: 50%, geht ganz gut, etwas wenig Kontrast ⇒ eventuell etwas höhere Power, weniger Speed. |
| iPod 16GB | Metallrückseite | G | Speed 5% Power 100% 1000dpi, 2 Durchgänge, läuft farbig an den Gravurstellen an - okay, aber nicht „sehr gut“ |
| Papier | 80g | S | Speed 100 Power 5%, wird gerade so durchgeschnitten |
| Kork | 3mm | G | Speed 100%, Power 25%, 500dpi, wird schwarz, rußt etwas, weit nicht so schlimm wie Holz |
| Schiefer | 1cm Platte | G | Speed 100%, Power 25-30%, 500dpi, staubt etwas, lässt sich aber danach abwischen, mit mehr Power auch recht tief möglich, wird dann aber schwarz. Scheiden geht schätzungsweise bis etwa 5mm |
| Papier-Etiketten | 120 g | S | Speed 100%, Power 4%, 500dpi, Frequenz 2500 – Schneidet nur das klebende Papier und nicht die Trägerfolie drunter |
| FAU-Card Thermostreifen | G | Speed 90%, Power 6%, 500dpi, Floyd-Steinberg – Sieht nicht gaz so perfekt aus wie original. Löschen mit 150C Heißluft, Karte auf etwas auflegen, sonst verzieht die sich. | |
| Acryl | 4mm | G | 3D-Gravur von Graustufen, Speed 10%, Power 100%, 500dpi, Rastermuster Standard (Flyod-Steinberg war nicht so gut) gibt fast linearen Tiefeverlauf, durchgravieren geht scheinbar nicht, Material verzieht sich auf der Rückseite, staubt ziemlich. Nette Spielerei, aber eher ungeeignet für praktische Anwendungen. |
| iPhone 4 Glas Rückseite | Glas | G | Geht nicht gut, da es nicht gleichmäßig und sehr rau wird. Besser nicht machen |
| PE Dampfsperre | .2mm | G+S | Profil angelegt, aber man will das nicht wirklich. Die Kanten werden aufgerollt und Gravur geht auch nicht in relevanter Staerke. |
G = Gravur, S = Schneiden
Acryl-HOWTO
- Das Metallwabengitter fuer die Absaugung reflektiert den Laser und macht an den Schnittkanten in Gitterabständen kleine Macken ins Acryl. Um das zu vermeiden legt man die Acrylplatte auf die 2.5cm hohen Sperrholzständer.
- Zum Gravieren Folie auf der Gravurseite runter, sonst wird die Gravur ungleichmäßig und mit Kleberrueckständen.
- Air-Assist muss wegen Flammenbildung anbleiben, da die Acryldämpfe auch Sauerstoff enthalten und deshalb zu gut brennen können! Sonst muss man am Ende seinen Schneidejob deswegen abbrechen!
- Schmauchspuren und Rückstände mit Spiritus wegwischen
- 1.5cm Abstand zu allen Holzständern beim Schneiden einhalten, nicht „ueber einen Ständer drueber“ schneiden, in der Acryleinstellung fackelt der Laser das Holz sehr sehr schnell ab, versaut das Acryl und gibt evtl. noch nen Brand.
- mind. 2mm Abstand zwischen Schnitten einhalten, sonst „kippt“ die Schnittkante und klebt fest/verzieht sich
- Linien zweimal scheiden gibt hässliche Ansätze, daher mehrere Exemplare auch immer mit Abstand machen.
- Mehrere Teile mit grossem Abstand machen oder einzeln und fertige Teile immer gleich rausnehmen. Teile die unter die Holzständer fallen koennen sich drehen und im Pfad des Lasers landen, der schmilzt das Acryl auch noch 3cm unter dem Focus (http://www.poempelfox.de/fotos?path=/fablab-gewuerzregal/fablabgewuerzregal-20120207-184837.jpg).
- Focus auf die Mitte der Platte, sonst wird die Schnittkante schief (
 : verifizieren).
: verifizieren).
{kind=link}
Konstruktion
- Die derzeit vorrätigen Acrylplatten sind teils 500x250mm (hauptsächlich 3mm bunt) und teils 600x300mm (fast alles andere) groß.
Besonderheiten:
- Toleranzen
- Der Laserschnitt ist etwa 0,4mm breit und liegt praktisch exakt mittig auf der Linie, die man im Dokument einzeichnet. Ein in der Zeichnung 10x10mm großes Quadrat wird also beim Ausschneiden 9,6×9,6mm groß und hinterlässt ein 10,4×10,4mm langes Loch.
- Bei der Dicke der Platten ist zu beachten, dass diese eine sehr grosse Toleranz haben, laut Hersteller: ± (0,4mm + 0,1 x Dicke). Eine „5 mm“ dicke Platte ist somit zwischen 4,1 und 5,9 mm dick.
- Spannungsrisse
- Acryl reißt, sobald an einer Stelle die Spannung zu hoch wird. Dies tritt hauptsächlich an konkaven (nach innen gewandten) spitzen Ecken auf. Konkave Ecken sollten deshalb abgerundet werden.
- Löcher
- werden etwas größer, siehe „Toleranzen“, aber auch leicht schief/kegelförmig
- für Präzision: etwa 1mm kleiner machen und mit Bohrmaschine aufbohren
- ansonsten: etwa 0,5mm bis 1mm größer machen, damit es sicher nicht zu klein wird
- Gewinde
- Loch etwas kleiner machen und passend aufbohren
- Gewindeschneiden in Acryl ist etwas unschön, Gewinde sind nicht allzu belastbar
- Steckverbindungen
- Erfahrungswert: bei 5mm Materialdicke je 0,75mm Spiel links und rechts lassen
- wenn es trotz der hohen Dickentoleranz exakt passend sein soll: Eine bestimmte Acrylplatte aussuchen, Materialdicke an allen Ecken der Platte ausmessen und die Zeichnung dafür passend ändern.
- Schnappverbindungen
- sind möglich - scharfe Ecken vermeiden wegen Spannungsrissen
- T-Schlitze als Mutternhalter für 90° Verbindungen
- sechseckige Löcher zum Festhalten von Muttern
- eine Platte mit sechseckigem Loch, darüber eine mit kleinerem runden Loch, Platten miteinander verkleben
- Zahnräder
- In Inkscape gibt es ein Feature, das auch halbwegs funktioniert.
- Einfach ausprobieren.
- exakter Abstand zwischen Zahnradmittelpunkten → Formel
- 2 Zahnräder gehen
- 3 direkt hintereinandergeschaltet (nebeneinander in gleicher Ebene liegend) verklemmen sich - dafür lieber Zwischenstufen einbauen
- Faltschachteln aus Pappe
- Falze mit gestrichelter Linie schneiden?
- Inkscape Plugin http://www.inkscapeforum.com/viewtopic.php?f=34&t=10880
Fertige Beispiele zum Umbauen:
- Kasten mit Verschraubungen:
- Laufroboter (Zahnräder funktionieren nicht wirklich, aber Gehäuse ist gut) http://maxgaukler.de/2011/walkerv1/
- steht auch im Schrank, bei Interesse an Max wenden
FAQ
Könnt ihr mein $elektronisches_Geraet gravieren?
Vielleicht. Wir muessen exakt wissen, was für ein Kunststoff die Oberfläche ist, wegen der giftigen Daempfe. Beim Gravieren darf keinesfalls ein Akku oder eine Batterie im Geraet sein. Man kann das Ergebnis nicht vorraussehen, daher nach Möglichkeit an einer Unauffälligen Stelle (z.B. Deckelrückseite) ausprobieren.
Kann man Hologramme/3D-Punktwolkenbilder/Gravuren _in_ Acryl machen?
Fuer Hologramme reicht die Aufloesung bei weitem nicht aus. 3D-Punktwolken sollten funktionieren indem man Oberflächen graviert und anschliessend Schichtweise zusammenklebt. Gravuren die nicht auf der Oberflaeche sind werden nicht funktionieren, da der Laser bei nicht-IR-transparenten Materialien schon an der Oberflaeche absorbiert wird.
Kann man Platinen gravieren/belichten?
Das Kupfer weglasern koennen wir nicht, Platinen schneiden geht nicht weil das Material verbrennt. Bisher waren auch alle Experimente, Platinen zu belichten, deutlich schlechter als mit der klassischen Technik.
Allerdings kann man auf den Stellen, an denen kein Kupfer ist, einen schönen Bestückungsdruck aufgravieren.
Wo kann ich selber Acryl kaufen?
Wir verkaufen Acryl, aber bei mehreren Platten oder exotischen Sorten lohnt es sich, selber zu bestellen. Auf jeden Fall solltest du darauf achten, dass es gegossenes (GS) Acryl ist, kein extrudiertes (XT). Extrudiertes geht leichter kaputt und lässt sich nicht so schön gravieren.
- Kleinstmengen:
- http://modulor.de relativ teuer, wenn es nicht 25x50cm sein soll, werden nochmal extra Zuschnittkosten pro Stück fällig
- http://www.plexiglas-shop.com/ relativ teuer, alle! Sorten, Zuschnitt inklusive
- Großmengen:
- Plexiprofi: nur lagernde Sorten (klar) halbwegs bezahlbar, ab etwa 400€ kein Versand
- Axis: nur lagernde Sorten (klar, manche Farben 3mm) ab 5 Stück 60x30er Platten pro Sorte bezahlbar
- Wilkes: Abnahme nur in Stufen von 3m² pro Sorte („halbe Platte“ = 1520×2030), Zuschnitt kostenlos, Versand entfällt ab etwa 400€
- Thyssen-Krupp Plastics: wie Wilkes, nur etwas teurer, dafür alle Sorten
Wir verfügen über Preislisten verschiedener Händler, auch die Gesamtpreisliste von evonik, schreib uns bei Bedarf eine Email.
Log
- 24.01.2012 Lieferung, Einweisung
- 08.03.2012 Techniker ist da: Laserstrahl ist schief, will uns eigentlich Ersatzarm zuschicken, meint dann aber dass es nicht ganz so einfach ist
- 29.03.2012 Techniker ist da: wollte eigentlich den Laserstrahl justieren, aber jetzt ist die CPU verreckt (Gerät fährt nicht mehr hoch).
- 05.04.2012 Techniker ist da: Tauscht CPU-Board a.k.a. praktisch die gesamte Elektronik. Die Abweichung bei den Schnitten die wir beobachtet haben ist wohl voll im Toleranzbereich weils ein Gravurlaser ist, es gelingt ihm trotzdem sie zu verbessern aber nicht zu beseitigen. Für weitere Verbesserungen sollen wir unter die Rollen des blauen Wagens weitere Beilagscheiben anbringen, um so den Wagen zur Strahlachse zu verkippen.
- 07.04.2012 Riemen ist angeschmurgelt, aber noch voll nutzbar - Ersatz auf Vorrat bestellt
- 30.05.2012 Linse hat einen Sprung, ist aber noch voll nutzbar - Ersatz auf Vorrat bestellt
- 01.06.2012 „Vorheizen“ auf Stufe 1 von 3 gestellt, war bisher auf 0 (Tickle-Mode und Ticke-Intensity, so wie Firma Hagemann es an Max mailte)
- 01.07.2012 „Vorheizen“ auf 3 gestellt, Hagemann hat nochmal gemailt. Jetzt alle Vorheizprobleme verschwunden
- 24.08.2012 Abluft zum Schlauch verkabelt: Ausgang der Absauganlage → 1m Schlauch (PULPUR® Luftschlauch Durchmesser 100mm, richtig gut) → 2x2m HT-Rohr DN110 → 87° Winkel → 4m Schlauch zum Fenster raus
- 15.9.2012 bei 327 Filter-Betriebsstunden: Vorfiltersack gegen selbstgenähten ausgetauscht. Bei 100% Drehzahl ist der Filter runter von 100% voll („Service, Filter wechseln“) auf 71% voll
- 20.10.2012 bei 380 Filter-Betriebsstunden: Aktivkohlefilter gewechselt, Abluft mieft jetzt deutlich weniger als vorher, aber immer noch etwas
- 8.11.2012 bei 400 Filter-Betriebsstunden: halbkaputte Dichtung unten am Aktivkohlefilter repariert (durch 2 Streifen Tesamoll P-Profil nebeneinander ersetzt), jetzt Sprung von 73% voll auf 120% voll. Feinstaubfilter getauscht, jetzt auf 53% voll runter. Fokuspendel war zu lang (verbogen), jetzt etwas weiter reingeschraubt, mal sehen ob es passt.
- 3.12.2012 bei 512 Filter-Betriebsstunden: neue Filtertasche gebaut und eingebaut, jetzt von 80% voll auf 33% voll. Schnittmuster Version 2 ist noch nicht groß genug, wird angepasst und hochgeladen.
- 8.12.2012 Gitter mit Backofenreiniger gesäubert, Oberkanten sauber, der Rest zumindest nicht massiv verdreckt
- 10.12.2012 Linse getauscht, alte war (schon länger) nicht mehr ganz in Ordnung (sagt man)
- 19.12.2012 Massive Verschmutzung des Gitters –> muss gereinigt werden (kann jetzt nicht erfolgen); Filtertasche gegen neues F8-Material getauscht; zwei neue F9-Taschen auf Vorrat; untere Dichtung des Aktiv-Kohle-Filters getauscht; defekte Hebevorrichtung des Filtereinsatzes repariert (rechts fehlte eine Schraube, deswegen wurde beim Einsetzen immer die Dichtung zerstört); Aktiv-Kohle-Filter „aufgeschüttelt“; Filterleistung von 168% auf 42%; Lagerbuchsen ausgeblasen und abgewischt; Wagen zerlegt und gereinigt; Linse und Spiegel gereinigt; Glasfenster (innen und außen) gewischt; Rastertisch entleert
- 23.01.2013 bei 709 Filter-Betriebsstunden Aktivkohlefilter gewechselt
- 09.04.2013 bei ?? Betriebsstunden: komplette Inspektion. Riemen getauscht, Laser-Match eingestellt
- 17.06.2013 bei ?? Betriebsstunden: Filtertasche getauscht
BUG (behoben): Laser bleibt anfangs aus
Nach dem ersten Einschalten fehlen manchmal die ersten 3-4s des Jobs (Laser fährt, geht aber nicht an). Das liegt daran, dass die Röhre erst aufwärmen muss. Gegenmaßnahme: Beim Einschalten den Deckel geschlossen halten, ca 1min warten bis der Deckel erstmals geöffnet wird, erst dann anfangen.
Firma Hagemann schreibt dazu:
- wir nennen es zwar nicht „Vorheizen“ aber auf Grund unterschiedlicher Laser Charaktere ist es zum Teil tatsächlich notwendig ein „Vorheizen“ vorzunehmen. Hierfür finden Sie im Konfigurationsmenü Ihres Lasers den Laser (TI/MI) Setting. Dieser wird auf null stehen. Bitte erhöhen Sie den Wert Schritt für Schritt auf +3. Spätestens bei +3 sollte Ihr Laser ohne „Vorheizen“ da sein. Dies auch nach längeren Maschinenstandzeiten, z.B. über Nacht oder nach dem Urlaub.
- Der Stampmatch oder Lasermatch haben mit dieser Funktion nichts zu tun.
Diesen Setting erreicht man mit Reset+Auf, bzw. Reset+Ab.
BUG: Fehler Druckertreiber reagiert nicht
Wenn man mit 1000dpi aus Corel druckt, kann es sein, dass das Corel einen leeren Druckjob sendet und ab dann garnichts mehr geht. Die Druckereinstellungen lassen sich nicht mehr öffnen und es erscheint eine kryptische Fehlermeldung a la „Unable to access printer driver. Try removing and reinstalling this printer driver.“ ( echten deutschen Fehlertext eintragen).
Das Problem scheint ein lustiger Bug in Windows' 32bit zu 64bit Schnittstelle splwow64.exe, in Corels Druckerausgabe oder natürlich im Epilog-Treiber zu sein. Corel ist leider nur 32bit.
Workaround: VM neustarten, 500dpi verwenden.
vermutlicher Workaround: Corel schließen, splwow64 killen, Corel öffnen, 500dpi verwenden
Links im Internet dazu:
-
- TODO Workaround ausprobieren:
Could you please try to print to the file and see whether it works. E.g. just check the „Print to file“ box in print dialog, then you can copy print files directly to the printer, but first you would need to share this printer to have network name ( or use existing shared printer on your Vista 64 system ). For example if you print your document to MyDocument.prn file and your Epilog printer is shared as „\\MYCOMPUTERNAME\Epilog Engraver WinX64“ you can just open command line shell ( cmd.exe ) and type:
copy MyDocument.prn „\\MYCOMPUTERNAME\Epilog Engraver WinX64“ [Achtung, das Wiki macht die Anführungszeichen (Doublequotes) kaputt! Besser aus dem Seiten-Source kopieren] ( you would need quotes if the network name contains any whitespaces )
This will send PCL file to the printer via slightly different path compared to normal printing from the application. It is too cumbersome to be a workaround, I merely trying to isolate the problem with certainty, as far as I do not have real device my own tests are not conclusive.
Gennady
BUG: Schwarz kommt nur als Dunkelgrau raus
Baustelle: Luftfilter selber bauen
Fast alle Spezifikationen stehen hier: http://www.cameo-laser.de/systeme/absauganlagen/zing-absauganlage.html Also kann man ja eigentlich auch selber die Ersatzfilter bauen und viel viel Geld sparen
- Filtersack DIN sowieso F5: Original 89€+MwSt, Material ist genormt
- selber vernähen: ebay http://stores.ebay.de/filtertechnology/ : Feinfilter Filter Pollenfilter F9 ca.8mm 1x1m, 25€
- Da der nachgelagerte teure Feinstaubfilter jeden Krümel, der durch den Vorfilter kommt, sofort frisst, sollte der günstige Vorfilter möglichst fein sein - Wir haben deshalb F8 statt F5 genommen, mal sehen wie lange er hält. Noch besser wäre wohl F9, muss nächstes mal getestet werden.
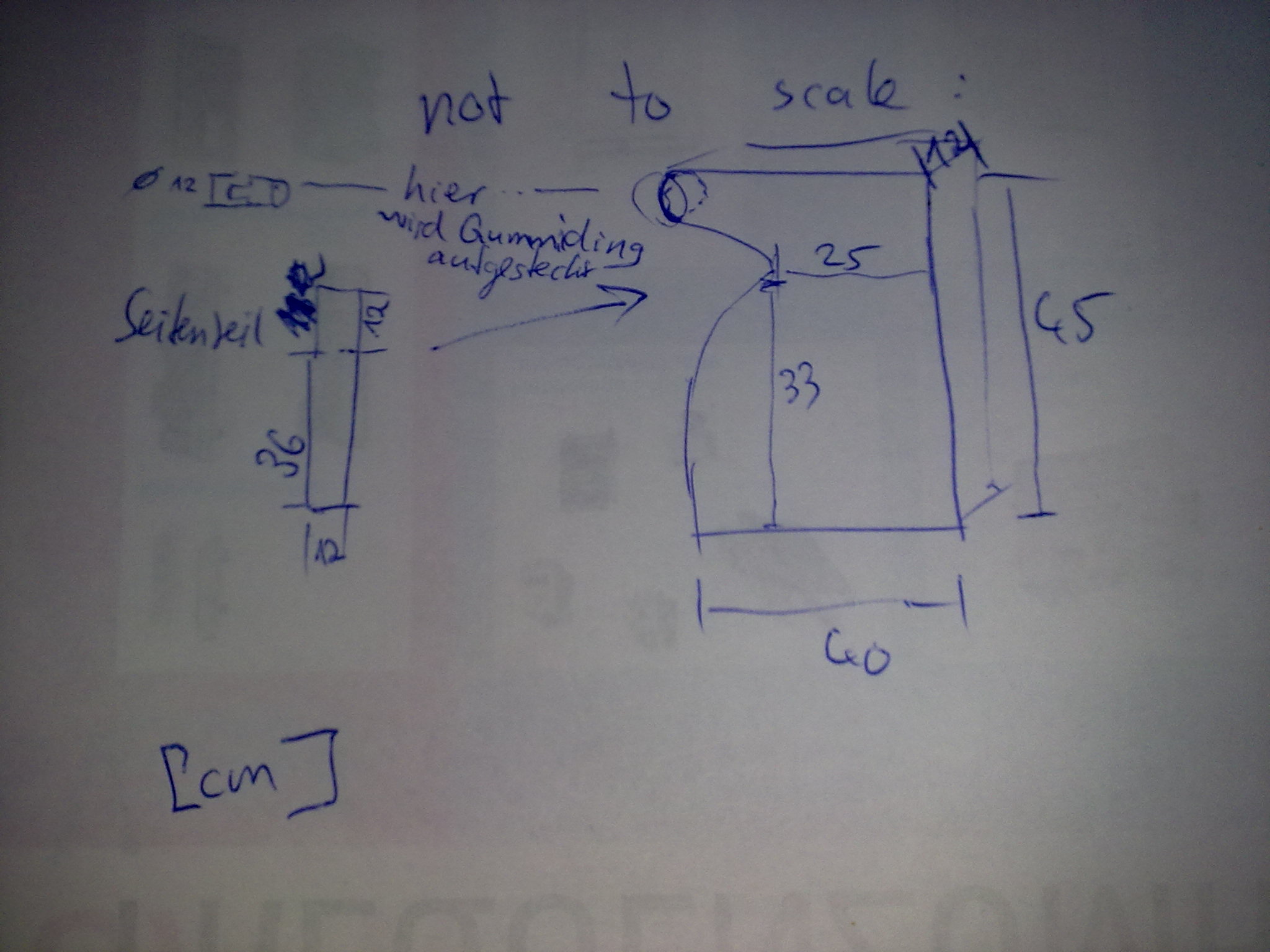
- Maße des Originalfilters: siehe Zeichnung
- Das Nähen ist ziemlich einfach - Es reicht, ein zusammenhängendes Stück Stoff auszuschneiden (Form ungefähr so wie der Umriss eines T-Shirts, nur mit Einbuchtung), zusammenklappen und einmal am Rand entlang nähen (Anfang und Ende mehrmals übernähen, damit es gescheit hält), dabei den Luftauslass nicht zunähen. Der Luftauslass darf ruhig ein paar cm größer ausfallen, das wird am Ende trotzdem dicht von der Schlauchschelle zusammengehalten. Die Stoffstücke an der Seite, die für extra Tiefe sorgen, haben wir weggelassen, mal sehen ob es ohne geht. Wichtig: Der Filterstoff ist reinluftseitig verdichtet, d.h. die glattere, kompaktere Seite muss nach außen und die wuscheligere Seite nach innen. Begründung: Innen kommt die dreckige Luft an, da wird erstmal der Grobstaub durch das lockere Gewebe aufgesammelt, und danach der mittlere Staub durch das dichte Gewebe. Andersrum wäre es schneller verstopft.
- HEPA Filter H13, Original 100€+MwSt, der Originalfilter ist scheinbar das preislich sinnvollste.
- Ein Auto-Luftfilter kostet zwar nur 30€, ist aber meist nicht fein genug, sodass dann der nachgeschaltete Aktivkohlefilter nach kurzer Zeit zusetzt! Also ist das keine Option. Außerdem hat er nur sehr wenig „Speicherplatz“ im Vergleich zum Original Feinstaubfilter.
- ansonsten vergleichbarer (unpassend, nur als Beispiel!) Ersatz im Netz ca 80€ http://www.jasun-luftfilter.de/HEPA-Filters-H13-H14/Laminar-Flow-HEPA-H13-H14/Laminar-Flow-HEPA-H13/UMP110-110mm/DE-UMP11013-1212::3416.html
- Aktivkohlefilter
- Aktivkohle 25kg Sack für 2 Füllungen original 116€+MwSt
- dazu: Filtermatten im Blechkasten oben und unten
{kind=link}
weitere Ersatzteile
- X-Riemen: MXL 037 (Zahnabstand 2,03mm x Breite 9,5mm x Länge 2m) → passt und ist lang genug. Erhältlich bei keilriemenexpress.de (28€ + 7€ Versand, nicht im Shop, nur auf Anfrage)
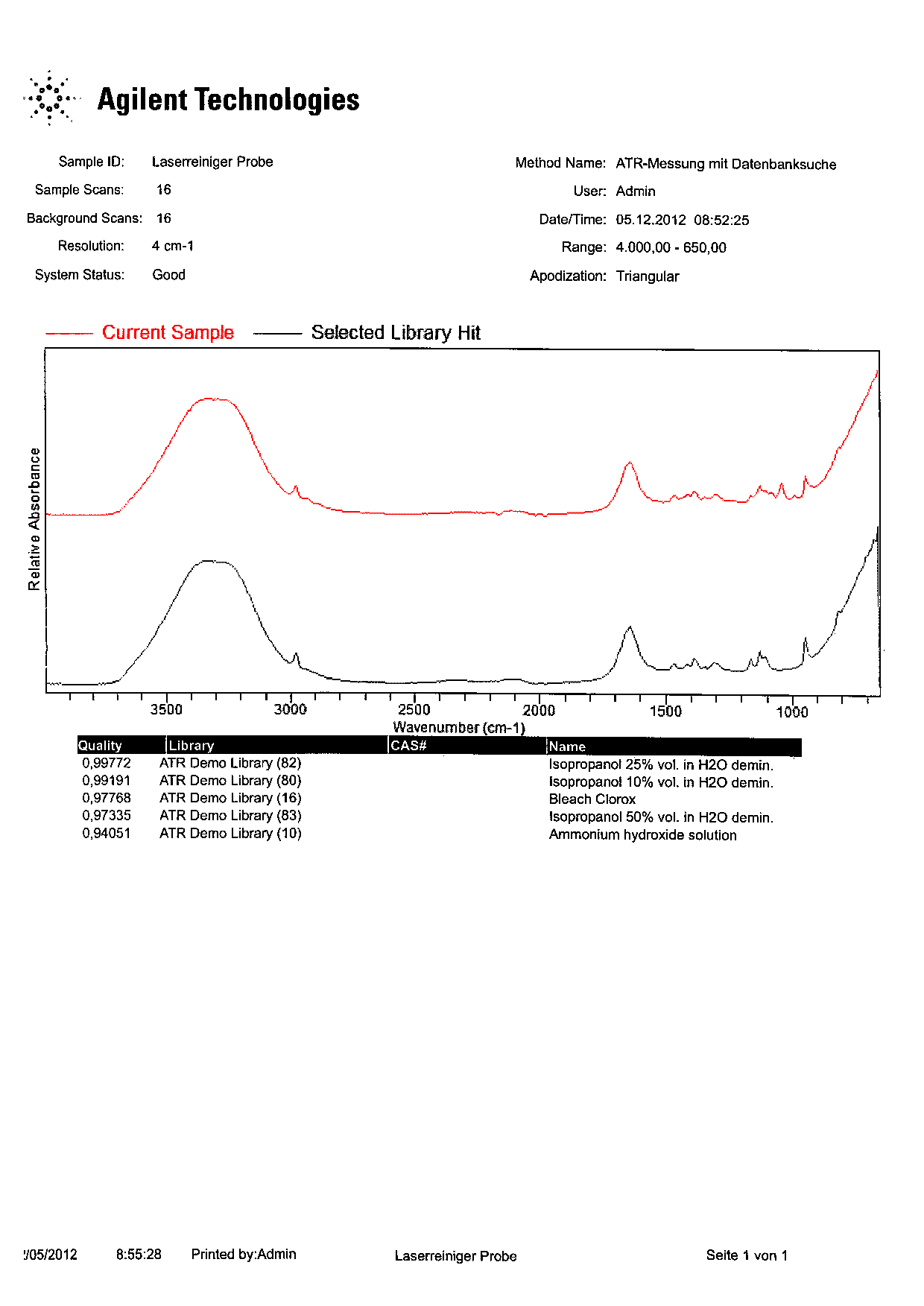
- Linsenreiniger ist 25%iger Ispropanol Messung (IR-Spektrum) mit etwas Siff drin. Besserer und viel günstigerer Ersatz dafür ist „Isopropanol p.a. 25%“ (p.a. = analyserein, sollte mehr als ausreichen), kostet ein paar Euro pro Liter. Erhältlich über Leute, die in Chemie / Druckerei arbeiten.
- Linse: Durchmesser ???, Fokusabstand angeblich 2 Zoll (ab wo gemessen?), Original-Ersatzteil 202,30€ inkl. Steuern bei Hagemann. Ebay hat ungefähr passende Linsen (ohne Einschraubhalterung, nur das gelbe Linsendings) ab 50€ - Suchbegriff co2 lens / ZnSe lens, professionelle Läden ab 110€
- Fokuspendel (Feder plus Schraubdings): Artikel Nr. AS1000A16-12-M-01TS Zing Focus Gauge - Zing - Abstandshalter, Preis: 41,50 netto Zuzgl. Versand-und Verpackungskosten
- Wie stellt man die Länge ein? Antwort von Hagemann: es gibt leider kein 100% Maaß. Dieses weicht von Maschine zu Maschine leicht ab. Ihre Maschine ist mit einer 2 Zoll Linse ausgestattet. Dies bedeutet, dass der Abstand vom Werkstücke zur Linse Ca. 50,8 mm (2 Zoll) betragen sollte. Legen Sie bitte, wenn zur Hand, eine Platte eloxiertem Aluminium auf dieses Maaß ein. Dann gravieren Sie ein schwarz gefülltes Rechteck und Verfahren während der Gravur den Tisch in kleinen Schritten nach oben und nach unten. Dabei können Sie gut erkennen, wo der ideale Fokuspunkt liegt. Nun können Sie den Abstandshalter über das Gewinde exakt einstellen. Am Ende fixieren Sie den Abstandshalter mit einem Tropfen Loc-Tide.
{kind=link}
Zusatzausstattung
Rotary Engraving Dingens: http://www.buildlog.net/blog/2011/04/open-source-rotational-adapter-part-1/
Anforderungen für Messen etc.
- nur Laser und 1 Laptop: 230V 16A (ein Stromkreis alleine für uns), 1,5x1m Platz Lasercutter zuzüglich Tisch für den Steuerlaptop und Stehplatz für Neugierige
- 3D-Drucker und Laser und 2 Steuerlaptops: 1,80x1m Tisch und 1,50x1m Laserplatz und Stehplatz für Neugierige
Transport mit dem Auto
Firma Hagemann meint:
- Der Laser muss ausreichen gegen verrutschen gesichert werden, Spanngurte sind zu empfehlen.
- Die Transportsicherungen für den Laser selbst (Schaumstoffteile der Originalverpackung) werden nur für den Versand per Luftfracht benötigt. In den Arbeitsraum des Lasers sollte aber während der Autofahrt nichts eingelegt werden.
- (häufige) Temperaturschwankungen sind generell zu vermeiden. Bei der derzeitigen Kälte (Winter 2011/12) ist zu empfehlen, den Laser einzuladen, dann möglichst bald abzufahren und am Ziel möglichst bald auszuladen und an den Aufstellungsort zu bringen. Sollte der Laser dennoch kalt geworden sein, muss eine ggf. eingetretene Betauung erst wieder abtrocknen (mit offenem Deckel), bevor man das Gerät in Betrieb nimmt.
Weiteres dazu:
- Lüftung kann ruhig in einem Transporter verfrachtet werden, der Lasercutter sollte lieber in einen normalen PKW hinten rein, da besser gefedert.
- Schneidetisch raustun, OVP ist aufgehoben.